

La stampa 3D è una tecnologia che consente di creare oggetti tridimensionali a partire da un modello digitale. A differenza dei metodi tradizionali sottrattivi, in cui si rimuove materiale da un blocco, la stampa 3D costruisce l’oggetto aggiungendo strati di materiale uno sopra l’altro. Questo approccio permette di realizzare geometrie complesse e personalizzate, riducendo gli sprechi di materiale.
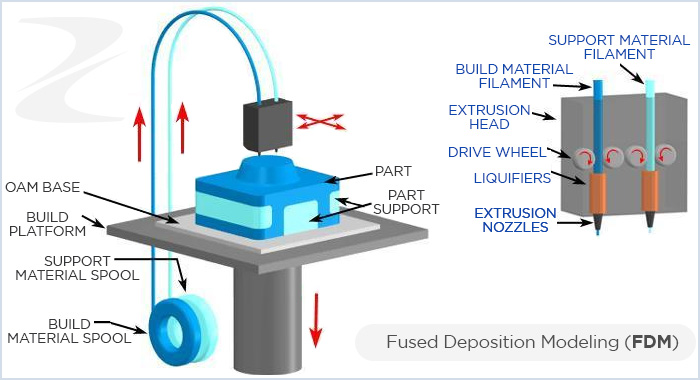
Processo di stampa 3D che utilizza un filamento termoplastico fuso e deposita il materiale strato per strato. È particolarmente adatto per prototipi rapidi ed è generalmente più economico.
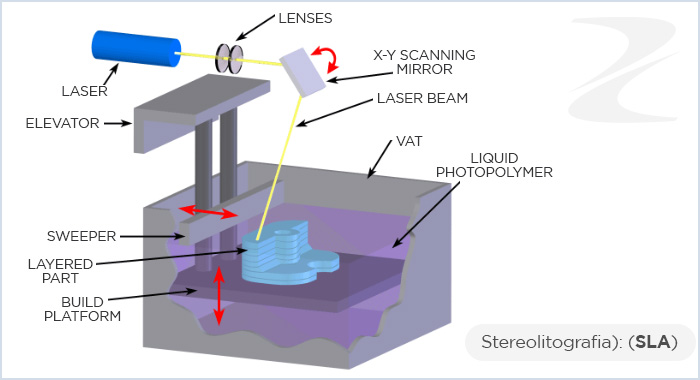
Utilizza una resina liquida fotopolimerizzabile, che viene solidificata strato per strato tramite un laser o una fonte di luce UV. Offre un’elevata risoluzione e finitura superficiale, ma può essere più costoso.
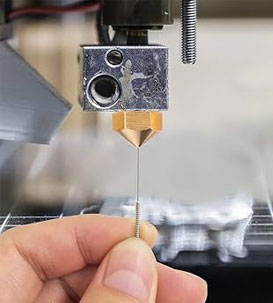
Nel processo FDM, il filamento (di solito in PLA, ABS, PETG, ecc.) viene riscaldato nell’hotend fino a diventare fluido e quindi estruso attraverso una testina. Il materiale fuso viene depositato in strati su una piattaforma (build plate), seguendo il percorso determinato dal file G-code. Ogni strato si raffredda e si solidifica rapidamente, permettendo l’aggiunta del successivo.
La precisione nel controllo della temperatura, della velocità di estrusione e del movimento è fondamentale per ottenere una stampa di qualità.
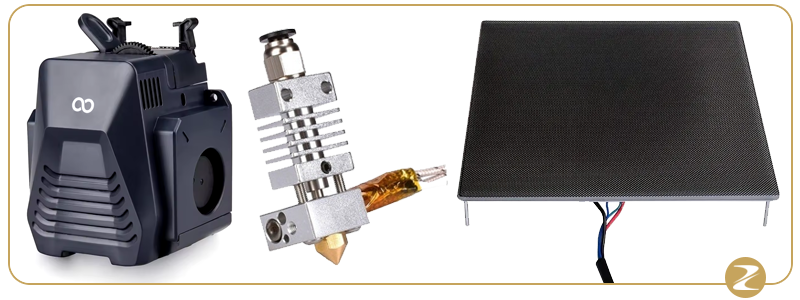
Le componenti meccaniche includono:
Estrusore: Il meccanismo che spinge il filamento verso l’hotend.
Hotend: La parte riscaldata dove il filamento si fonde prima dell’estrusione.
Piatto riscaldato: La superficie su cui viene depositato il materiale; il riscaldamento aiuta ad una migliore adesione del primo strato.
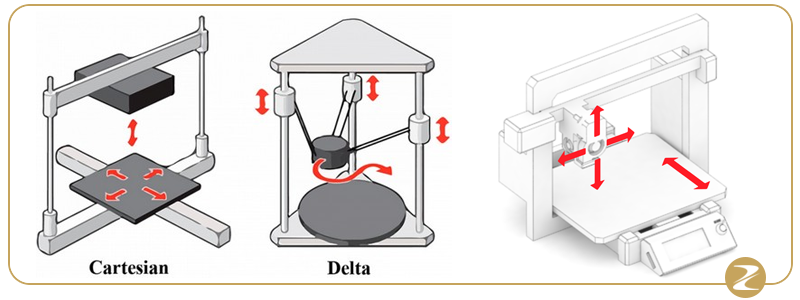
La stampante utilizza motori passo-passo per controllare il movimento lungo gli assi X, Y e Z. Questi motori e le guide meccaniche permettono movimenti precisi della testina e del piatto, assicurando che il materiale venga depositato con accuratezza secondo le coordinate del modello digitale.
Le componenti meccaniche includono:
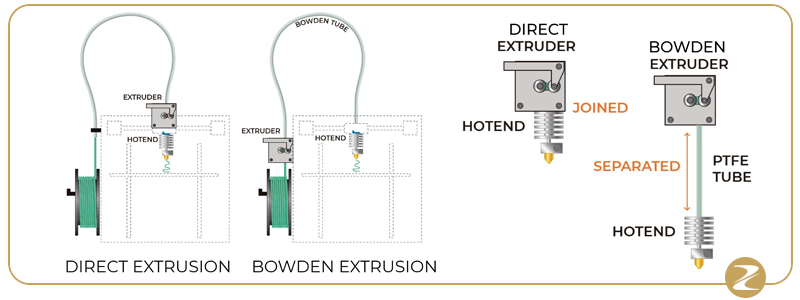
Il sistema di alimentazione del filamento può essere di tipo diretto o Bowden. Nel sistema diretto, il motore spinge direttamente il filamento nell’hotend, offrendo maggiore controllo per materiali flessibili. Nel sistema Bowden, il motore è posizionato lontano dall’hotend e il filamento viene guidato tramite un tubo, consentendo movimenti più rapidi e leggeri della testina di stampa.
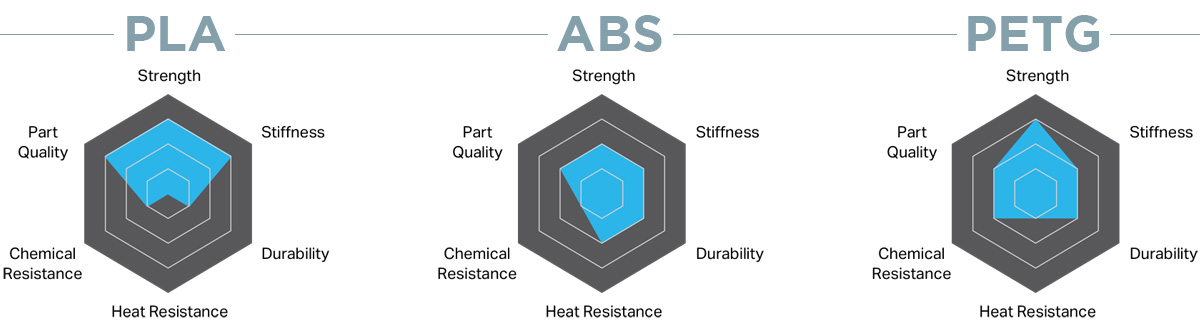
I filamenti più comuni utilizzati nella stampa FDM includono:
Ogni filamento presenta proprietà specifiche:
La scelta del filamento dipende dal progetto:
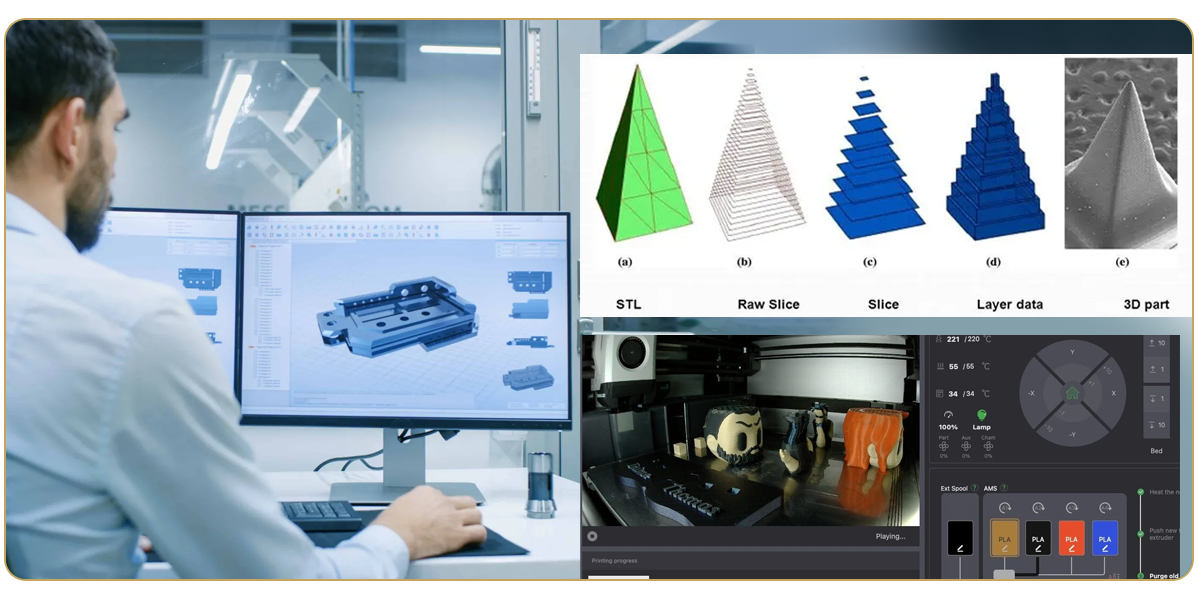
La creazione di un modello tridimensionale inizia con l’utilizzo di software CAD. Strumenti come Tinkercad, Fusion 360 o Blender consentono di progettare oggetti partendo da forme geometriche di base o da modelli più complessi, curando dettagli e dimensioni per garantire che il modello sia stampabile.
Il processo di slicing converte il modello 3D in strati orizzontali e genera il G-code, un insieme di istruzioni che la stampante esegue. Durante lo slicing, si impostano parametri come:
I programmi più utilizzati per lo slicing includono Ultimaker Cura, PrusaSlicer e BambuStudio. Questi software offrono interfacce intuitive e funzionalità avanzate per ottimizzare il processo di stampa, permettendo di visualizzare in anteprima il percorso della testina e le eventuali aree che necessitano di supporti.
Per ottenere una stampa di qualità, è necessario impostare correttamente:
La calibrazione del piatto è essenziale per garantire che il primo strato aderisca correttamente, evitando spostamenti o deformazioni durante la stampa. Tecniche di livellamento e strumenti di misurazione aiutano a correggere eventuali disallineamenti, migliorando la qualità complessiva dell’oggetto.
Una manutenzione regolare garantisce prestazioni ottimali e prolunga la vita della stampante. Questo include:
Lavorare con una stampante 3D implica rischi legati a temperature elevate e parti in movimento. È importante:
Durante la stampa possono verificarsi vari problemi, quali:
Impostare la temperatura dell'ugello alla temperatura di estrusione del materiale e pulire gli ugelli.
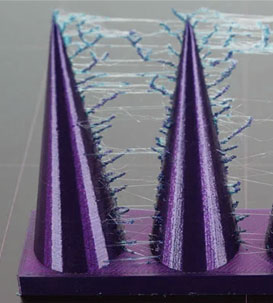
Il materiale continua a uscire dall’ugello mentre si sposta da un punto all’altro quando non dovrebbe.

Deformazione dovuta a un’insufficiente adesione al piatto: gli angoli della parte stampata si gonfiano verso l’alto.

Strati sfalsati causati da un guasto meccanico sulle aste di X-Y o dal cattivo tensionamento delle cinghie di trasmissione.
I partecipanti importeranno un modello 3D in uno slicer, impareranno a configurare i parametri di stampa e a generare il file G-code. Questa fase pratica include la verifica del modello per individuare eventuali errori e la simulazione della stampa per anticipare possibili problemi.
Esercitazioni guidate sulla stampa di oggetti semplici, come un cubo di calibrazione o un portachiavi. Queste attività permettono di acquisire familiarità con il processo di stampa, di gestire le impostazioni e di osservare in tempo reale l’effetto delle varie regolazioni.
Dopo la stampa, verrà effettuata un’analisi critica dell’oggetto prodotto:
• Valutazione della qualità della superficie.
•Verifica dell’aderenza tra gli strati.
•Discussione su eventuali difetti e sulle possibili cause.
Si effettua una revisione completa dei temi trattati, mettendo in evidenza i concetti fondamentali per la stampa 3D. Questo aiuta a consolidare le conoscenze acquisite durante la formazione.
Un momento interattivo in cui i partecipanti possono porre domande, condividere esperienze e discutere casi pratici. L’obiettivo è chiarire eventuali dubbi e favorire uno scambio di idee che arricchisca l’apprendimento.